
Производство
Полный цикл на собственном заводе в Тайчжоу: ковка, обработка на ЧПУ, покрытия, сборка и контроль. Ниже — производство в цифрах и фотографиях из цеха.
- 4200м²
- собственный завод, Тайчжоу
- 50+ЧПУ
- прецизионные центры из Японии
- 0,005мм
- допуск расточки каналов
- 15лет
- производства суппортов
Полный цикл на одной площадке
Завод SAVANINI занимает 4200 м² в Тайчжоу (Чжэцзян). Склад работает на WMS, производство — на MES: каждая заготовка отслеживается от алюминиевого сплава до готового комплекта.

- 01Термообработка заготовки
- 02Прецизионная ковка 2000–5000 т
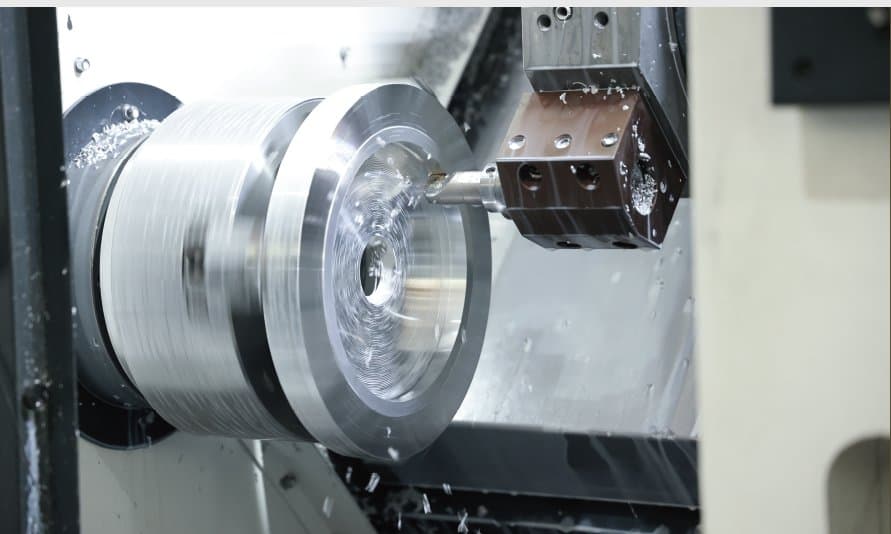
- 03Черновая механообработка
- 04Чистовая обработка на ЧПУ
- 05Анодирование и покрытие
- 06Сборка и контроль качества
Ковка вместо литья
Литой корпус дешевле, но имеет поры и рыхлую структуру — под нагрузкой он деформируется и трескается. Ковка уплотняет металл: структура становится плотной и направленной.
S · разборные
2000 т
Двухсоставной кованый корпус: тонкие стенки без потери жёсткости, рёбра охлаждения, стабильность на затяжных спусках. База линейки — от 4 до 12 поршней.
R · моноблок
5000 т
Цельнокованый корпус без швов и сварки. Жёсткость выше на 40%, вес ниже на 25%, пятно контакта колодки используется на 95% — усилие читается с первого миллиметра педали.
N · соревновательные
3000 т
Корпус облегчён топологической оптимизацией: минус 27% массы при сохранении 95% тормозной эффективности. Полости выбраны там, где металл не несёт нагрузки, и работают на охлаждение.

Микронная обработка
Поршневой канал растачивается с допуском 0,005 мм — от этого зависит работа поршня при нагреве и равномерность прижатия колодки. Поверхность перед анодированием выводится до Ra 0,4 мкм: покрытие ложится равномерно и держится дольше.
0,005мм
допуск расточки поршневых каналов
Ra 0,4мкм
чистота поверхности перед анодированием
304Lсталь
поршни с внутренними двойными пыльниками
12.9класс
прочность стяжных болтов корпуса

Три серии — три задачи
Все серии куются на одном заводе и проходят один контроль. Отличается конструкция корпуса — под город, трек или профессиональные гонки.



Силовая геометрия корпуса
Форма корпуса — не стайлинг, а результат расчёта. Топология рёбер и полостей задаётся распределением нагрузки и требованиями к жёсткости и охлаждению, а затем проверяется алгоритмической оптимизацией.

Серия S
Распределение нагрузки
Силовой каркас корпуса рассчитан так, чтобы усилие расходилось по линиям нагрузки, а не концентрировалось в отдельных узлах. Давление в гидравлике нарастает за 0,03 секунды. Кованый алюминиевый сплав держит предельное усилие без деформации корпуса.

Серия R
Жёсткость моноблока
Цельнокованый корпус без швов и сварки. Жёсткость выше на 40%: под нагрузкой корпус не разжимается, ход педали остаётся стабильным. Пятно контакта колодки расширяется на 22% с равномерным прижатием.

Серия N
Топологическая оптимизация
Полости в корпусе — результат топологической оптимизации: материал убран там, где он не работает на нагрузку. Минус 27% массы снижает неподрессоренную массу при сохранении 95% тормозной эффективности; сами полости увеличивают площадь охлаждения.
Цвет в металле, а не на нём
Обычная покраска даёт толстый слой (~0,7 мм), плохо проводит тепло и мешает охлаждению суппорта. При нагреве краска меняет цвет и стареет, ускоряет износ уплотнений, боится тормозной жидкости и трескается. Гоночные суппорты краской не покрывают — поэтому SAVANINI не красит ни одну серию.

720+часов
соляной туман без коррозии — 3× к стандарту
HV 500–600
твёрдость никелированной поверхности
0,025мм
слой керамики CERAKOTE (США)
ASTMD4060 · B117
испытания на истирание и коррозию
Анодирование + вакуумное покрытие
Базовая отделка серий S и SR — цвет в самом металле.
- Плотная оксидная плёнка 5–10 мкм на поверхности суппорта — твёрже исходного алюминия в несколько раз.
- Поверх — вакуумный слой, который защищает и даёт насыщенный металлический цвет.
- Не выцветает и не отслаивается: цвет живёт в металле, а не на нём.
CVD — неохром (хамелеон)
Вакуумное напыление металлов — фирменный переливающийся цвет.
- Ионы меди, никеля, хрома и титана оседают на поверхности под высокой температурой.
- Плёнка равномерная, с высокой теплопроводностью — не мешает охлаждению.
- Не окисляется, честно передаёт цвет металла, решает проблему облезающей краски.
CERAKOTE — керамика (импорт США)
Матовая керамика с металлическими частицами — премиум-отделка.
- Ультратонкий слой 0,025 мм с высокой укрывистостью, матовая керамическая текстура.
- На солнце искрится, как алмазная крошка; стойка к химии и коррозии.
- Прошла тесты на истирание ASTM D4060 и соляной туман ASTM B117.
Химическое никелирование
Отделка гоночной N-серии — для суровых условий.
- Плотный никелевый слой 0,01 мм с высокой светоотдачей и металлическим блеском.
- Не облезает, стойко к коррозии, высокий коэффициент теплоотдачи.
- 720+ часов соляного тумана — втрое больше стандартных покрытий.
Отвод тепла
При торможении кинетическая энергия переходит в тепло. Если тепло не отводится, фрикционный слой колодки теряет эффективность. Профилированные рёбра корпуса увеличивают теплоотвод на 37,3%.
- Составные вентилируемые диски: рабочее кольцо отделено от центра, воздух проходит между лопатками насквозь.
- Никелирование отводит тепло на 65% лучше краски — важно для гоночной N-серии.
- Термополоски Thermax показывают, до какой температуры реально доходил суппорт на треке.


Интеграция электроручника
На современных автомобилях стояночный тормоз — электромотор в заднем суппорте, связанный с автопарковкой, autohold и удержанием на уклоне. SAVANINI переносит штатный мотор в кованый корпус: ошибки по CAN-шине не возникают, функции сохраняются.
+45,6%
площадь колодок
+43,7%
тормозное усилие
×3
ресурс vs сток